
|
| 원래 장소 | 광동, 중국(본토) |
| 브랜드 이름 | Guangdong, China (Mainland) |
| 인증 | ISO9001:2000,ISO14001:2004 |
| 모델 번호 | 사용자 정의 |
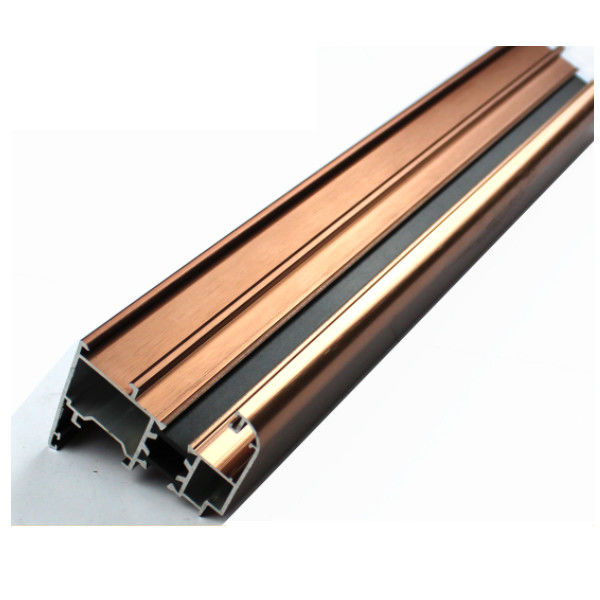
기계적으로 연마된 알루미늄 코너 프로파일 조인트용 알루미늄 합금 6063
제품 설명
| 제품 | 기계적으로 연마된 알루미늄 코너 프로파일 조인트용 알루미늄 합금 6063 |
| 재료 | 합금 6060, 6061, 6063 등 |
| 성질 | T5, T6 등 |
| 색상 | 다양한 색상 사용 가능(검정, 파랑, 녹색, 샴페인, 청동, 황금, 주홍 등) |
| 표면 처리 | 밀링 마감, 양극 산화 처리, 전기 영동 코팅, 분체 코팅, 열 차단, 나뭇결/목재 이동 등 |
| 곰팡이 | 귀하의 도면을 기반으로하거나 금형을 무료로 사용하십시오. |
| 샘플 시간 | 일반적인 관행: 지불에 대해 영업일 기준 15일 이내 |
| 사용법 | 창호, 문, 커튼월, 태양광 패널, LED 패널, 방열판, 산업용 등 |
| 인증 | ISO9001-2008 품질 시스템, |
화학 연마 및 산화 공정
일반적으로 사용되는 화학 연마 방법은 산 연마 및 전해 연마이며 둘 다 효과가 유사합니다.전해연마 환경이 더 좋아 일부 제조사에서도 사용하고 있지만 에너지 소비와 전해연마 비용이 너무 많이 들고 품질이 충분히 안정되지 않아 사용이 제한적이다.최근에는 산성 연마 욕 조성 분석 방법이 획기적으로 발전하여 욕 조성(Cu2+, Al3+, SO2-4, PO3-4, NO3-, H2O 등 포함)을 정확하게 측정할 수 있고 연마 품질이 향상되었습니다. 공정 및 연마 알루미늄 산은 우수한 제어 및 안정성을 가지고 있으므로 모든 연령대의 대부분의 제조 업체에서 3 개의 산성 연마 공정을 진행합니다.
산성 연마는 연마된 알루미늄 생산에서 가장 중요한 공정입니다.안정적인 고휘도와 적은 결함을 얻으려면 연마 공정을 엄격하게 제어해야 합니다.
H3PO4 함량
H3PO4는 주요 연마 욕조이며 거울 효과의 표면에 형성된 알루미늄의 점도 효과, H3PO4의 함량이 연마 밝기, H3PO465의 일반 생산 요구 사항을 유지하는 핵심 요소이기 때문에 거울 효과가 높을수록 더 분명합니다. %(중량%, 이하 동일).탱크의 초기 단계에서 H3PO4의 농도는 65%보다 더 쉽게 제어됩니다.Al3+ 및 불순물 함량이 증가함에 따라 H3PO4 농도는 위의 요구 사항을 충족하기가 매우 어렵습니다. Al3+가 최대에 도달하면 H3PO4 농도가 약 55%로 감소하고 연마 효과에 영향을 미치며 이는 증가할 수 있습니다 H2SO4의 비율 또는 개선된 목욕 점도 유지.따라서 주조 공정의 안정성을 보호하기 위해 탱크 유체의 일상적인 유지 관리와 목욕 유체의 합리적인 업데이트를 과학적으로 관리해야 합니다.
HNO3, H2SO4의 함량
HNO3는 반응에 직접 관여하는 주요 성분이며 함량을 엄격하게 제어해야하며 일반적으로 32 ~ 37 %이고 HNO3 농도가 너무 높으면 많은 담배를 생산할 수 있으며 반응이 너무 강렬합니다. 제어하기 어렵고 모래 및 건조한 마모 흔적을 생성하기 쉽고 HNO3 농도가 너무 낮아 최상의 밝기에 도달하지 않습니다.수조의 H2SO4 조절 및 완충 효과, 홈 기간 동안 H2SO4 함량은 H2SO4가 없어도 매우 낮을 수 있으며 Al3+가 증가하면 연마된 알루미늄 표면이 플로우 마크가 나타나고 H2SO4를 추가하여 이 문제를 해결할 수 있습니다.일반적으로 Al3+ 농도가 20~40g/L일 때 H2SO4 농도는 9~13%로 조절된다.Al3+의 농도가 낮을 때 H2SO4 농도는 H2SO4 농도보다 낮습니다.Al3+의 농도가 높을 때 CO2의 농도는 상한보다 낮습니다.Al3+는 산성 연마 공정의 부산물입니다.Al3+ 함량이 낮으면 반응 속도를 완충하고 반응을 쉽게 제어할 수 있습니다.Al3+가 20g/L보다 높으면 액체의 점도가 높아져 Flow Mark 불량이 발생하고 점도가 높아져 수율이 높아지는 등의 일련의 문제가 발생하여 비용이 증가하게 된다.Al3+의 함량이 45g/L보다 높으면 욕조에서 결정화가 발생하여 제품 품질에 영향을 미칩니다.따라서 일반적으로 Al3+ 40g/L가 필요하며 이 균형에 도달하기 위해 알루미늄을 통해 생산할 수 있습니다.산욕에 Cu2+를 첨가하면 연마의 밝기가 향상됩니다.일반적으로 첨가량은 약 15g/L이다.과도한 생산은 청소가 어렵고 약간의 오목한 부분을 유발할 수 있습니다.
탱크의 비율과 온도
배스 액체의 비중과 온도는 액체 배스 공정의 두 가지 중요한 지표입니다.비중이 높을수록, 온도가 높을수록 연마된 알루미늄 합금의 밝기가 좋아지지만 비율이 높을수록 액체의 결정화 및 알루미늄 표면에 입자가 달라붙게 됩니다.너무 높은 온도는 너무 많은 반응을 일으키고 부식되기 쉽습니다.따라서 탱크의 비중 및 온도 설정은 정상 중량 제어 176(001) 및 온도 제어 105+_5로 작동 가능하고 품질이 안정적이어야 합니다.
기타 관련 프로세스
(1) 전처리.연마 품질 향상 및 불량 감소를 위해서는 화학 연마 전 전처리가 필수적입니다.우선, 기름과 왁스 제거를 철저히 해야 하며, 연마 왁스를 제거하려면 일반적으로 유기 용제 처리를 사용하고 초음파 효과가 더 좋고 초음파 비용이 너무 높아 일반 제조업체에서 사용하기 어렵습니다.일반 탈지, 가능한 한 불소 함유 오일 제거제를 사용하지 마십시오. 그렇지 않으면 알루미늄 표면 밝기가 저하됩니다. 특히 기계적 연마 제품의 경우 특히 중요합니다.탈지제의 농도 외에도 오일 탱크의 온도도 매우 중요합니다.겨울에는 오일 탱크를 적절하게 가열하여 온도가 30도 이상인지 확인해야 좋은 결과를 얻고 연마 탱크의 결함을 방지할 수 있습니다.오일 왁스를 제거한 후 알루미늄 표면의 액체는 들러붙지 않는 물방울, 특히 국소 부위의 덩어리 또는 반점 왁스 잔류물로 균일하게 덮여 있어야 합니다.둘째, 약알칼리성 및 중화가 있어야 한다.이러한 방식으로 표면이 깨끗하고 활성화되고 균질한 빌렛은 이전의 각 공정에서 모래 또는 구멍 부식 없이 생성될 수 있습니다.
(2) 산화 및 밀봉.산화 공정은 제품 중 가장 가혹한 소광 연마 공정이며, 일반 제품은 저휘도 막 두께(5m)를 보장하기 위해 산화 공정을 엄격하게 제어할 수 있으며 Al3+와 같은 소광막 정도를 10g/L 이하로 제어해야 합니다. , 11A /dm2의 전류 밀도 제어, 22의 산화 온도 제어!그래서 더 높은 투명도 필름을 얻을 수 있습니다.둘째, 밀봉과정은 F-의 소멸에 큰 영향을 미친다.고급 거울 제품의 경우 비불소 밀봉 또는 고온 끓는 물을 사용하여 구멍을 밀봉하는 것이 좋습니다.
![]()
언제든지 우리와 연락하세요


